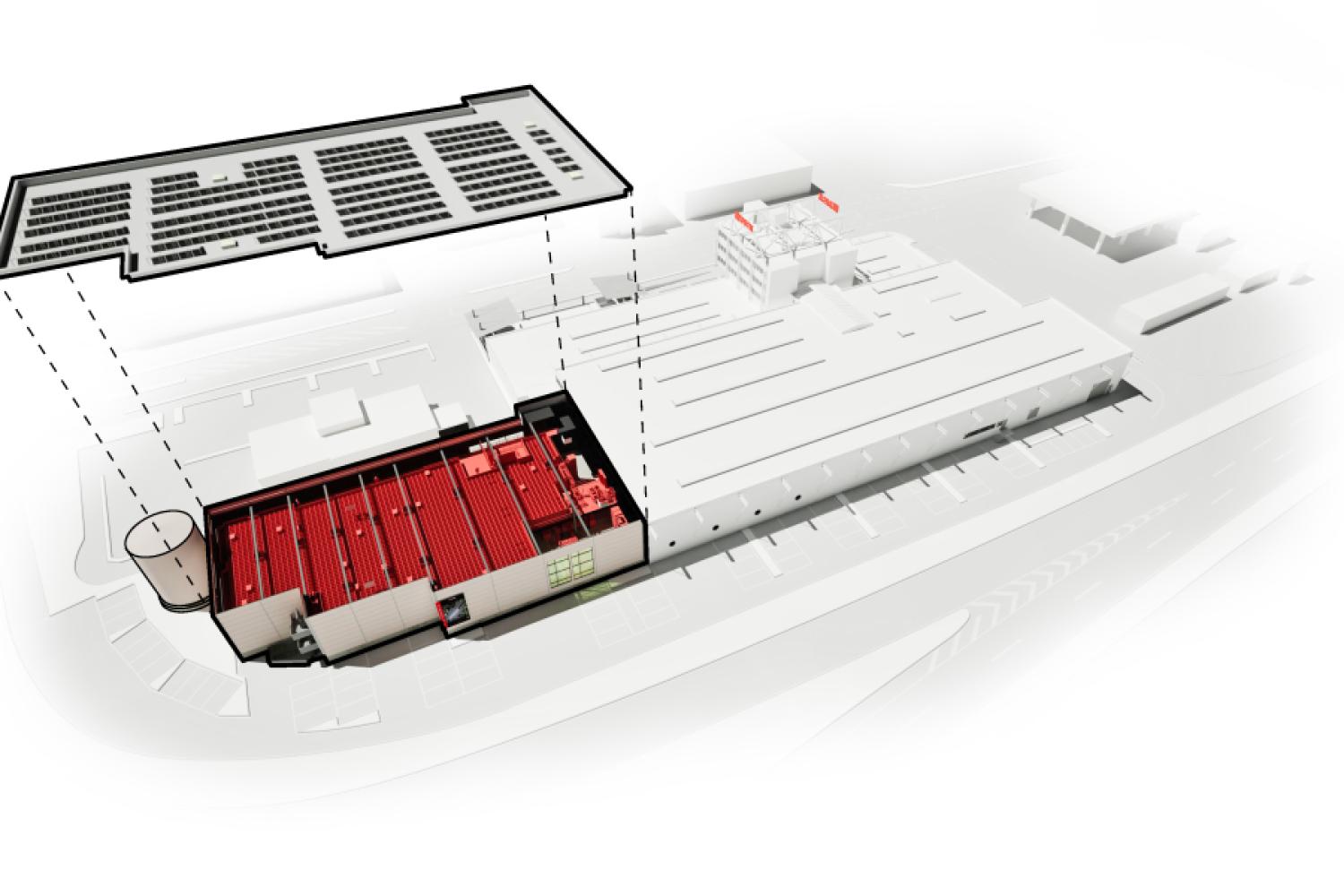
For the storage and transportation of pharmaceuticals, strict regulations apply in the pharmaceutical industry. To comply with these and ensure the shelf life of sensitive products, Béres, in Hungarian Szolnok, together with Jungheinrich as the general contractor, commissioned a high-bay warehouse with a controlled temperature between 15 and 25 °C for up to 6,000 pallets. 9 aisles, 18 rows of shelves, and a usable ceiling height of 11.9 m now offer sufficient capacity for the reliable storage and picking of a wide range of products with over 100 pharmaceutical products.
The heart of the new warehouse is three automated high-bay stackers of type EKX 516a, developed on the basis of a proven Jungheinrich electric order picker. The mobile robots work hand in hand with the employees and impress with precise navigation, 360° safety sensors, as well as pallet and free space recognition for maximum safety at work. A high availability is guaranteed by the integrated lithium-ion battery, which can be charged flexibly during large and small breaks.
“Our employees show an entirely new work motivation and are proud to work with such modern technologies,” says Mária Kellner from Béres’ Supply Chain Management.
A special feature of the AGLUKON production site is its location in the middle of a mixed area of industrial
and residential development. Besides coordinating all involved parties, there were numerous safety regulations to observe.
The project was to be completed before the start of the high season, which is why the realization had to take place during construction and ongoing operations.
Developing a stable IT structure was among the greatest challenges of the project. Specification, installation, and testing took about a year in total. Now the automatic components communicate smoothly via a logistics interface with the superior control and monitoring system, the Jungheinrich WCS – for maximum dynamics and transparency in daily material flow. The real-time transmission of stocks improves process safety and efficiency by preventing incorrect storage and retrieval and increasing delivery capacity.
In a record time of just 18 months, Jungheinrich implemented the automated warehouse according to the customer's specifications. Béres received an individual overall solution consisting of conveyor technology, mobile robots, industrial trucks, and software systems. In addition to planning and implementation, post-commissioning support with various service offerings was also included. Not only the price-performance ratio and the time factor played a role in the awarding of the contract, but also Jungheinrich's broad expertise was convincing.
“With the automated warehouse technology, we are well prepared for the future,” Mária Kellner summarizes the project, which was a complete success
for all involved.
A 9-aisle temperature-controlled narrow aisle high-bay warehouse for 6,000 pallets, three automatic high-bay stackers EKX 516a, conveyor technology, and software for warehouse management and control was implemented by Jungheinrich at the pharmaceutical manufacturer Beres in Hungary. Swift implementation of an automation solution was key to increasing storage capacity, reducing picking times, and enhancing efficiency in storage and retrieval.
According to Mária Kellner, Head of Supply Chain, Béres Pharmaceuticals.
What are the main advantages of the automation solution and what were the biggest challenges in implementation?Besides improving picking times and increased process safety in the warehouse, the strict requirements on pallets have contributed to improving the quality of our products and largely preventing damage. On the conveyor technology, the pallets undergo contour control with the help of sensors. If an error occurs, it is rectified first before the pallet is stored. The biggest challenge was coordinating and timing the different project areas. And, of course, the tight 18-month time frame we set for the implementation of the automation project.
How would you describe your experiences with operating the automatic warehouse after the first few months?Although we cannot draw long-term conclusions yet, it can already be said that the automated warehouse solution already meets all set parameters regarding loading and unloading
times. All transport times are better than expected. Our employees are enthusiastic about the mobile robots and proud to be part of this development. In addition, they benefit from the various advantages of the vehicles in mixed operations. Redundant work or difficult maneuvers at height run completely automatically. Thanks to the lift height of the EKXa up to 13 m, we can fully utilize the ceiling height of our warehouse, which is 11.9 m. Overall, the experiences are very positive.
Why did you choose a solution from Jungheinrich and would you recommend the collaboration?As a pharmaceutical company with more than 30 years of experience, over 100 products, and worldwide distribution in nearly 20 countries, we place the highest demands on our internal logistics. For the automation project, we wanted a partner with enough experience and who had already successfully implemented similar projects as a service provider, which Jungheinrich's various references clearly demonstrate. We would absolutely recommend the collaboration. The Jungheinrich team, consisting of Hungarian, Austrian, and German experts, always did everything to implement our vision of the future as quickly as possible – and the result speaks for itself.
THE PROJECT AT A GLANCE
- Customer: Béres Pharmaceuticals Ltd.
- Industry: Pharmaceutical Industry
- Company size: 559 employees
- Location: Szolnok, Hungary
- Warehouse size: 2,100 m2